

 طريقة دفعة آمنة وموثوقة باستخدام منصة عبرة للدفع عبر الانترنت
طريقة دفعة آمنة وموثوقة باستخدام منصة عبرة للدفع عبر الانترنت مواصفات المنتج
| الحالة | New |
| الكفالة | YES |
مواصفات المنتج
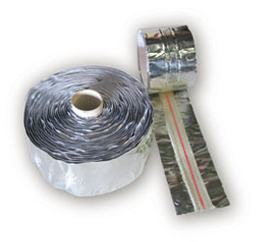
Flexible
- Suitable for stainless, carbon, duplex and chrome steels as well as other metals
- Woven fiberglass and malleable aluminum tape easily conforms to a number of complex shapes and uneven surfaces
- A supportive weld pool is created by forming the tape into a convex shape resulting in an oxygen-free weld bead
- Consistent in thickness, Fiback creates a continuous bead, ideal for lengthy applications
High Quality & Safe Components
- Halogen and chlorofluorcarbon free, creating a safe work environment
- Fiberglass formulation is also free of mercury, antimony, fluoride, bromide, phosphorous, sulfur, and lead
- Virgin aluminum foil coated with free acrylic base adhesive
- Tightly and finely woven, unadulterated fiberglass
Compatibility & Process Applications
- Suitable for SMAW (stick), TIG and MIG welding processes
- Ideal for welding sheet-to-sheet, plate-to-plate, pressure vessels, large diameter pipes and tanks, longitudinal and circumferential seams and anywhere that a back purging is not possible or very costly with gas
Increases Efficiency and Savings
- Eliminates the need for back purging, increasing weld productivity and reducing labor costs
- Saves gas as well as down time, allowing the user to bypass filling large structures; such as pressure vessels and bore pipes; with argon
- Significantly reduces post-weld clean up time by eliminating gouging & grinding
- Perfectly compatible with orbital welding machines
How Fiback WorksReturn to Top
REQUEST A QUOTE
Align
Align desired base metals with the required root gap. Center the fiberglass strip over the backside of the root gap.
Position
Position the fiberglass strip in a convex shape away from the backside of the weld area to contain the purge gas from the torch tip but avoid consuming the material.
Press
Press the adhesive sections of tape along the sides of the root gap to the base metal, continuing to center the fiberglass strip. Remember to peel the release liner from the aluminum tape while progressing along the weld joint. This procedure ensures the adhesive on the aluminum tape is free from debris and foreign matter.
After Fiback has been applied to the entire length of the metals being joined, press outer adhesive edges again to create an air tight seal between the tape and the base metal.
Weld
Begin welding the desired seam.
 \
\









